

想要更直观地了解弯管H型钢拉弯超产品在细节产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:弯管H型钢拉弯超产品在细节的图文介绍
航萧管件(邯山区分公司)凭借着的技术,严格的质量监控。热诚的售后服务同国内外许多企业建立的长期稳固的业务关系。部分 O型弯管产品还销往美、欧、非及东南亚各国。 O型弯管产品质量及企业信誉深受广大客户好评。
为了更好的服务客户,不懈的探索求精。引进学习的理念与技术,培养高素质的技术人员。在实践中积累了丰富的实用经验,可以满足不同客户的定制需求。
航萧管件(邯山区分公司)为您提供质优价实的 O型弯管产品,真诚负责的服务是我们的心愿。让我们携手共进,共同分享成功的快乐。



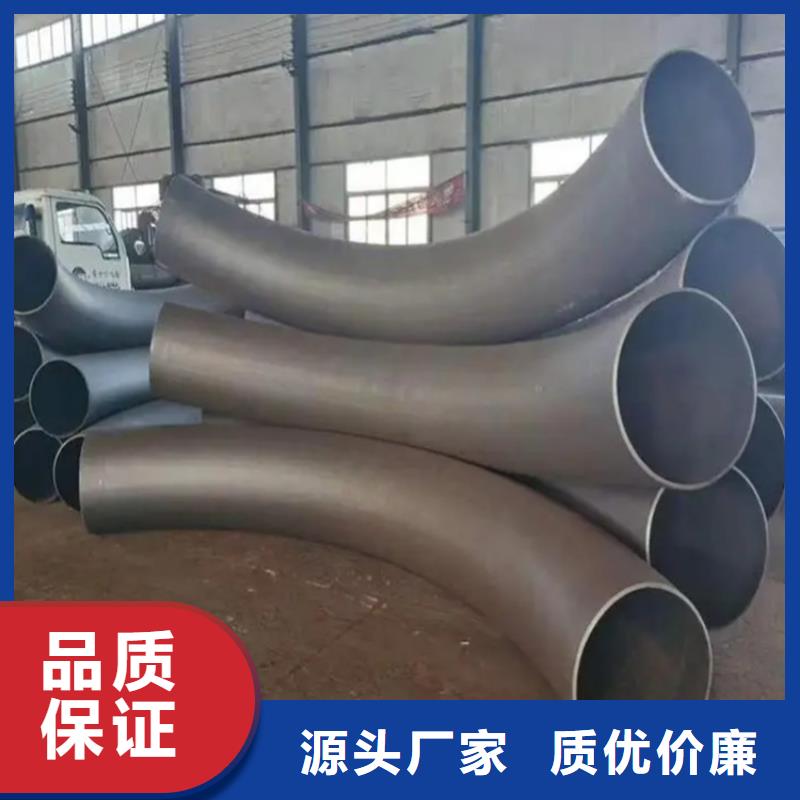
弯管(bend)是采用成套弯曲设备进行弯曲的,分为冷煨与热推两种工艺。无论是哪一种机器设备及管道,大部分都用到弯管,主要用以输油、输气、输液,工程桥梁建设等。使用方法: 引起弯管质量下降的主要原因分析及注意方法: 1、纯弯曲时,管子在外力距M作用下其中性层外侧臂壁受拉应力&1作用而减薄,内侧受压应力。作用而增厚,合力N1和N2使管子横截面发生变化。基于这一因素,引起弯管质量下降主要原因为RX与SX所以,GBJ235—82中,对各种压力等级情况下的RX值以及外侧的减薄量均做了明确规定,目的是为了控制RX与SX的值,从而确保质量。 2、前条已讲过,弯管时材料外侧受拉,内侧受压中性轴所在位置则与弯管方法而不同,在顶弯式(压缩弯曲)工作时中性轴处于离外壁约1/3处,在旋弯(回弯式)工作时,中性轴处于离外壁2/3处。因此薄壁管道弯曲,使用旋弯法是有益的。 3、弯胎的精度也是影响弯管质量的因素之一。我们在弯胎制造时,除规格尺寸要求控制在一定公差范围时,同时也要求用户在使用时根据弯制管径选择相应的弯胎。 4、管材本身的可弯曲性能与表面腐蚀情况,亦可能影响到弯管质量。现场施工时,操作者亦需了解被加工管道的材料,加工性能和对表面腐蚀情况作出产判断。



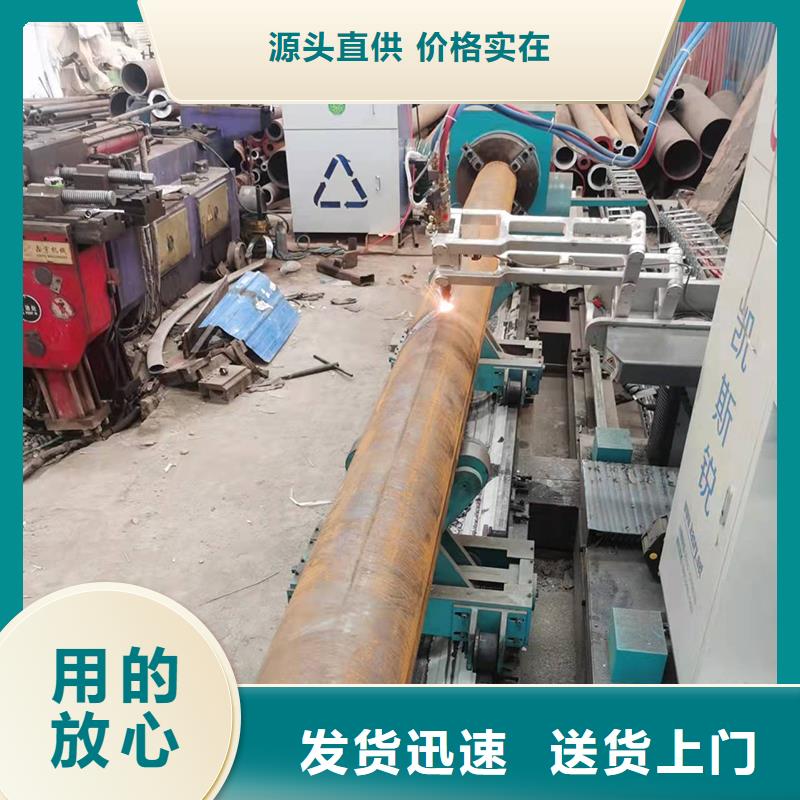
浅谈一下全自动弯管机的控制系统有什么特点? 伴随着自动化技术的不断发展,数控机床数控系统也在不断地更新,从一开始的以电子管为核心的数控系统发展到以工业PC为基础的数控系统。迄今为止已经出现了以下几种弯管数控系统。 首先是在可编程控制器(PLC)的基础上的数控系统,是现在广泛应用于全自动弯管机控制系统中的一种数控系统。为让人机交互比较好,符合复杂的弯管加工要求,在数控弯管机上,以PLC为下位机,直接与硬件进行交互,并通过触摸屏进行显示,开发了基于PLC的弯管数控系统。但PLC的缺点是:体积大,而且价格昂贵。 其次是基于MCU的数控系统,采用MCU开发的数控弯管系统,成本低,操作简单,实时性好,现场适应能力强。而且机床操作方便,人机交互性好,同此,一般用于开发简易经济型数控机床。 然后是基于工业PC的数控系统,随着PC机功能的不断增强和完善而不断增强。工业已将PC应用于自动化领域,为应对高低温冲击、潮湿、振动、电磁干扰、粉尘等恶劣工作环境,厂家利用加装密封保护、过滤器、板压条和附加风扇等方法,制造了工业PC,在弯管机数控系统中,采用PC或工业PC主板作为CNC平台,通过在主板(或母板)上插入PCI/ISA槽来实现NC功能,如运动控制卡、DA板、工控板、工控板、工控板等,构成具有高度灵活性的全自动弯管机数控系统。通过对Windows操作系统资源的充分利用和高级语言编程,可以使NC软件系统更加强大。 那以上就是全自动弯管机的控制系统方面的一些特点了,大家可以了解一下


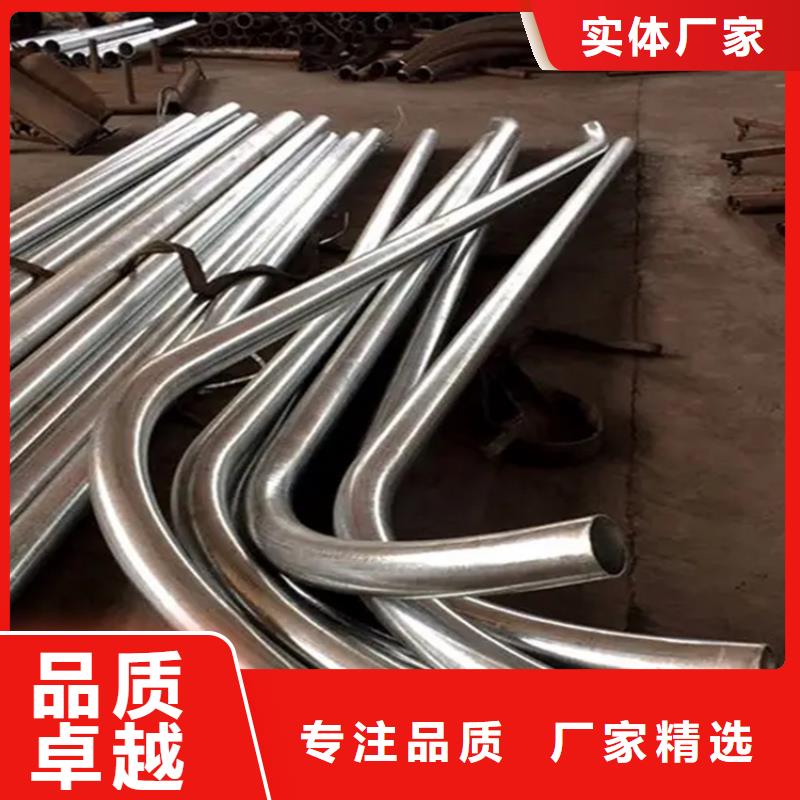
弯管在加工的过程中经常会采用其压弯使其弯管进行弯曲的方法,在进行制作的过程中所采用的设备大多数都是为通用的机械压力机以及. 弯管在加工的过程中经常会采用其压弯使其弯管进行弯曲的方法,在进行制作的过程中所采用的设备大多数都是为通用的压力机以及液压机,有时候也会有效的采用其专用的折弯压力机。弯管在加工的过程中通常情况下会使用其卷板机,设备采用其三辊卷板机按三点决定一圆的道理,有效的对板坯进行其连续的弯曲,这样三辊其卷板机在使用的过程中会具有两个传动辊和一个压下辊。 弯管在制作是可以有效的调节其压下辊的上下位置这样就可以在一定程度上有效的改变它和传动辊之间的相对距离,今年弯管社会库存呈... 弯管在制作是可以有效的调节其压下辊的上下位置这样就可以在一定程度上有效的改变它和传动辊之间的相对距离,今年弯管社会库存呈迅速上升态势,这样对于其弯管的加工市场会形成比较大的压力。弯管在进行拉弯的过程中,其板材会有效额置于传动轴以及压下辊之间,在运行时其传动辊的正反方向是交换转动的,这样就会使得板材往复运动,调节其压下辊使之逐步压下。[ 弯管在进行加工的过程中会对其精度的要求是比较高的,产品的长度以及曲率半径要求比较大横向尺寸要求较小的弯曲件,可在专用的拉...[展开] 弯管在进行加工的过程中会对其精度的要求是比较高的,产品的长度以及曲率半径要求比较大横向尺寸要求较小的弯曲件,可在专用的拉弯机上进行拉弯。弯管加工时,板材全部厚度上都受拉应力的作用。



弯管分类: 1、以材质划分: 碳钢:ASTM/ASME A234 WPB、WPC 合金:ASTM/ASME A234 WP 1-WP 12-WP 11-WP 22-WP 5-WP 91-WP911、15Mo3 15CrMoV、 35CrMoV 不锈钢:ASTM/ASME A403 WP 304-304L-304H-304LN-304N ASTM/ASME A403 WP 316-316L-316H-316LN-316N-316Ti ASTM/ASME A403 WP 321-321H ASTM/ASME A403 WP 347-347H 低温钢:ASTM/ASME A402 WPL3-WPL 6 高性能钢:ASTM/ASME A860 WPHY 42-46-52-60-65-70 铸钢,合金钢,不锈钢,铜,铝合金,塑料,氩硌沥,PVC,PPR、RFPP(增强聚丙烯)等。 铝合金 3003,6061,铜,紫铜,黄铜 2、以制作方法划分可分为推制、压制、锻制、铸造等。 3、以制造标准划分可分为国标、电标、船标、化标、水标、美标 、德标、日标、俄标等。 4、按它的曲率半径来分:可分为长半径弯头和短半径弯头。长半径弯头指它的曲率半径等于1.5倍的管子的外径,即R=1.5D;短半径弯头指它的曲率半径等于管子外径,即R=1.0D。(D为弯头直径,R为曲率半径)。 5、若按压力等级来分:大约有十七种,和美国的管子标准是相同的,有:Sch5s、Sch10s、Sch10、Sch20、Sch30、Sch40s、STD、Sch40、Sch60、Sch80s、XS;Sch80、SCH100、Sch120、Sch140、Sch160、XXS;其中常用的是STD和XS两种。
